




东风雪铁龙C5诞生记(三)访发动机工厂
 发布时间:2025-05-11 19:11:04
来源:乐鱼体育官方网页版
发布时间:2025-05-11 19:11:04
来源:乐鱼体育官方网页版
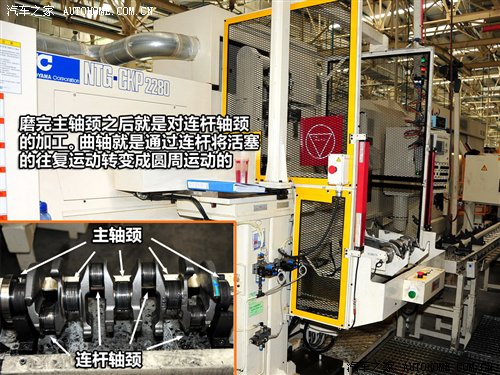
。和之前的凸轮轴线一样,基本的工艺流程为对轴颈(主轴颈和连杆轴颈)的粗加工、淬火、精加工等步骤。完成所有工序之后经过最后的检测、刻码。然后运送到装配线上。


值得介绍的是,这条线工艺先进的地方第一是采用了“车车拉”和“高速外铣”两个步骤完成基本所有粗加工的内容,提高了生产效率。据工程师描述,这两台设备能够相当于平日普通的四五台设备的加工内容。

第二个是相对于其他工厂生产线,有一个质量中心孔的判断,其他工厂可能采用的是几何中心孔来定位。而质量中心孔的好处是如果前面毛坯的平衡量、毛坯的稳定性若不是很好,打质量中心孔对后面的加工和对所有加工设施的夹具都有保护作用。
在襄樊二发动机厂加工的是的2.0L、2.3L两种发动机的缸体,由于缸体是发动机的基础,很多零部件都是基于缸体装配的,所以对于缸体的加工大多分布在在孔隙、面、缸孔的加工。

缸体分为上缸体和下缸体(主轴承盖)两个部分,缸体上线后分别对上/下缸体进行粗加工。这里采用的是科玛的高速加工中心,这种加工中心的切削速度达到两万转以上,能够得到非常高的切削的效率。据随同工程师介绍,该设备能保证孔径的行位公差达到0.001mm的水平。
值得一提的是工厂的缸孔的珩磨引进的德国的全自动线缸孔珩磨机,这台设备能五个过程在一台机器上完成,这中间还包括上料、预检、粗珩、精珩以及最后一个刻制,该设备自行识别钢体原料是不是合格,接着进行加工,这里的珩磨包括了平顶珩和网纹珩磨两种。即模拟磨合期的工作原理,在普通珩磨工艺基础上,再增加一道精加工――用磨石将缸孔表面网纹磨成平台状,为的是更好的保证缸孔的耐磨性。
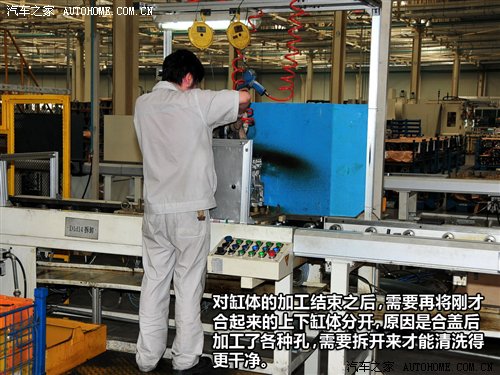
之后就是缸体的拆盖和清洗检测工作。清洗之后进入到缸体的密封性检测,主要检验测试缸体的油道、水道的密封性的状况,保证不能漏水。一系列的检测合格之后的缸体就会进入到外观检查环节,最后下料。

这里,我们主要参观和介绍了三条加工生产线,从毛坯到最后的零件,曲轴、凸轮轴等无非是经过了磨、珩、车等等加工工艺,相信朋友们也已经了解得差不多了(缸盖线由于时间关系编辑没有参观),下面让我们共同来看看东风雪铁龙C5的发动机装配线吧,看看零部件是怎样一点点变成发动机的,同时也了解一下东风雪铁龙发动机的特别之处。
外观内饰的变换让新款的C5颜值显著提升,相比过去的特立独行风格,更容易被消费者接受,新增配置也为车型加分不少。从实测成绩来看,新款C5的表现中规中矩,乘坐舒适性依然是新款C5的核心价值所在。如果单看车型本身,我或许只能给它7分,因为紧凑的车内空间和一些不够人性化的小细节扣了分。但如果再结合价格来看,测试的这款顶配车型也才21.99万,如果终端再给点优惠,那性价比还是可以了,所以我又给它补回了1分。
新款雪铁龙C5给我印象最好的地方仍是底盘,扎实稳健的行驶感受是其突出的特点,对路面的振动过滤都比较到位,弯道中又能提供足够的支撑,值得肯定。动力方面,动力输出比较平顺,但会少了一点激情,全力加速也不会感到明显的推背感。加速和制动的成绩在同级别中处在中等水平,9.5L/百公里的油耗水平也是中规中矩。综合来说,雪铁龙C5不是注重运动激情的车型,而是偏向舒适休闲的风格,更适合在城市代步出行使用。